筛选已知良好的中介层
随着通过硅和有机中介层的信号数量不断增加,确保硅和有机中介层的质量变得越来越困难,而这得益于更多的芯片、更高的处理要求以及封装中组装的设备层数的增加。
中介层最初被视为相对简单的导管。近年来,随着对异构集成的日益关注,这种看法发生了相当大的变化。中介层上方和下方增加了更多层,信号干扰的可能性更大,并且由于处理需求增加而产生的热效应也更多,这可能导致翘曲。结果就是成品率降低的可能性更高,并且测试和检查这些设备所花费的时间和资源也更多。
这只是开始。信号在芯片和最终封装基板之间需要传输的距离取决于它们需要穿过多少层金属或有机材料。距离越长,驱动这些信号所需的功率就越大,需要消散的热量也越多。此外,还需要更快地处理更多数据,尤其是使用人工智能,这给中介层带来了额外的压力,使其更难制造,放大潜在缺陷,并增加材料间晶格失配效应的强度。
总的来说,这使得筛选中介层互连和微凸块中的工艺缺陷变得更加困难。工程师必须仔细考虑电气和光学方法的局限性。同时,他们需要不断更新所用方法,以跟上特征尺寸的减小。
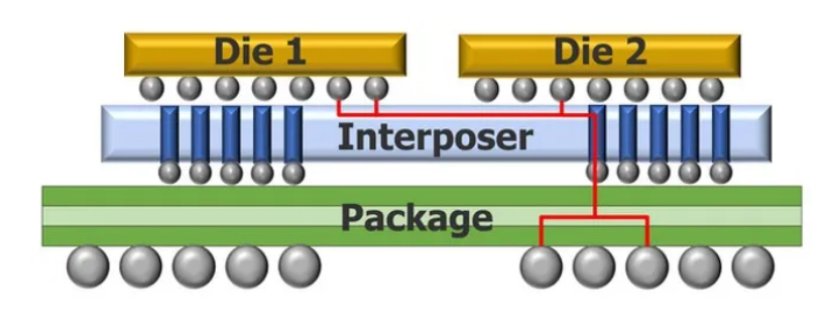
图 1:带硅中介层的 2.5D 封装。来源:西门子 EDA
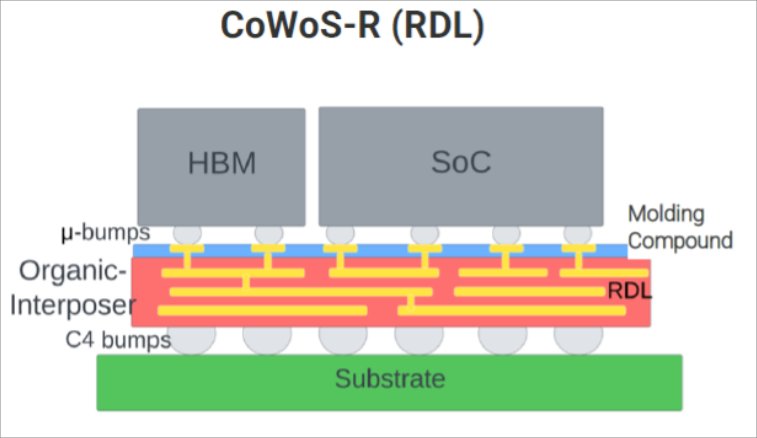
图 2:带有有机中介层的 2.5D 先进封装。来源:Bruker
保证中介层已知良好需要结合电气测试、检查和计量。由于探测方面的挑战,中介层测试依赖于专用于测试的探针焊盘。但可用的芯片面积也限制了测试焊盘的数量,并且当与充满无源互连的中介层结合使用时,它会限制电气测试覆盖范围。
有机和无机中介层需要在重分布层 (RDL) 中的互连形成过程中进行检查。此外,还需要进行检查和计量,以确保中介层微凸块的共面性。
Teradyne SoC 营销产品战略高级总监、IEEE 异构集成路线图测试技术工作组联合主席 Jeorge Hurtarte 在最近的一篇文章中指出:“测试 2.5D/3D 封装中的已知良好芯片 (KGD) 和已知良好中介层 (KGI) 会带来许多必须考虑的挑战。”“集成很复杂,芯片和中介层采用 3D 堆叠,导致多层互连和各种功能。这些组件的小型化增加了难度,因为存在诸如硅通孔 (TSV) 之类的复杂连接,并且测试探针的物理空间减少。”
面积减小会导致测试覆盖率降低。西门子 EDA Tessent 硅片测试解决方案 DFT 流程产品经理 Vidya Neerkundar 表示:“建议在键合前测试中对芯片/芯片进行已知良好芯片 (KGD) 测试,以确保 3D IC(包括 2.5D 和 3D)的组装具有高良率。但是,对于中介层,有一种相当好的芯片 (PGD) 测试,它指的是一种不太严格的测试程序,其中 KGD 直到 3D 堆叠组装才可能实现。这只是一种连接类型的测试,随着中介层变得越来越复杂,未来可能需要其他方法。即使是 PGD 也可以提前发现问题,并且可能是经济高效的可行选择。”
电气测试覆盖范围有限,因此在中介层制造过程中,从 RDL 到微凸块,需要更加依赖 100% 检测,有时还需要 100% 计量覆盖。检测可以识别常见缺陷,而包括线宽和间距、层厚度、凸块高度和直径在内的大量计量测量可能会影响中介层的良率。
Onto Innovation先进封装战略营销总监 Monita Pau 表示:“我们需要 100% 的准确性,因为您需要在上面安装非常昂贵的芯片。您需要确保在将那些非常昂贵的内存芯片或逻辑芯片放在上面之前没有任何问题。有机和无机中介层需要使用检查和计量步骤。测量方法的差异取决于所用的材料以及图案的分辨率。目前,无机中介层的特征尺寸比有机中介层更精细。”
随着特征尺寸和间距的减小,测量挑战也随之增加,特别是对于微凸块而言。
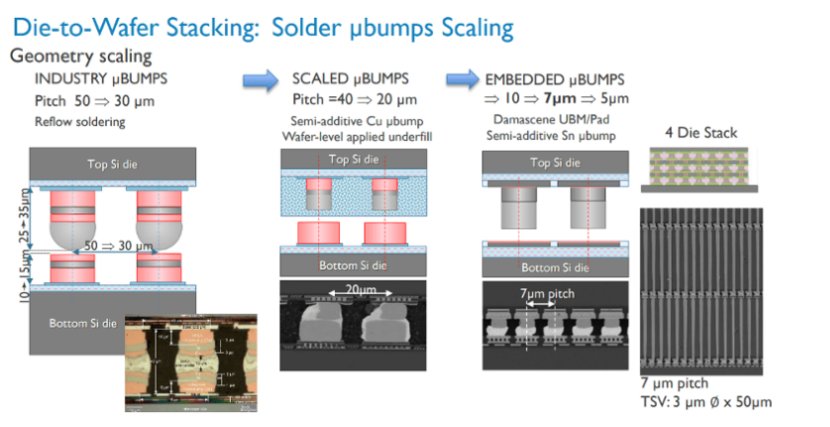
图 3:减小微凸块、C4 凸块和 TSV 尺寸。来源:ASE
布鲁克产品营销经理 Sammy Perets 指出:“凸块间距的减小对故障定位和分析提出了重大挑战。由于测试焊盘的访问受限/空间有限,直接探测凸块具有挑战性。间距减小导致光学检测系统的空间分辨率降低。”
电气测试
尽管中介层采用成熟的技术制造,但仍然需要进行电气测试,以尽量减少因在有缺陷的中介层上堆叠芯片而导致的产量损失。
Advantest America的 ACS 售前总监 Shinji Hioki 表示:“通常,硅中介层采用非常成熟的硅节点制造。硅中介层供应商不一定对所有中介层网络进行电气测试,但我希望实施一定程度的工艺监控,以确保没有工艺偏差。”
《异构集成路线图测试技术》第 [1] 章的作者将中介层测试要求总结如下:“已知良好中介层 (KGI) 对于确保先进封装获得足够的良率至关重要。硅中介层包括互连和硅通孔 (TSV) 结构。制造过程中这些结构的机械完整性可确保电气性能。中介层的直流和交流瞬态键合前测试有助于筛查微孔和针孔缺陷。中介层测试可能需要开发定制测试夹具和测试插入,这会影响整体产品成本。”
虽然检查基本连接性是一项简单的工作,但依赖有限数量的测试焊盘对实现所有网络的测试覆盖率提出了挑战。微凸块尺寸的持续减小只会加剧这一挑战。
Advantest 的 Hioki 表示:“例如,在这些间距下直接探测微凸块需要使用测试焊盘来弥补直接探测方法的不足。测试焊盘的放置(以避免实际接触微凸块)和接触这些焊盘的探针也可以更细。”
甚至探测测试焊盘也成为一个问题。“生产测试硬件设计需要仔细考虑,” Amkor测试技术高级总监 Vineet Pancholi 说。“在晶圆级,随着焊盘尺寸和焊盘间距变得越来越小(<60 到 75 µm)以及焊盘密度不断增加(25,000 到 50,000),重要的是要意识到探针卡技术并没有以相同的速度扩展,而且成本正在不成比例地飙升。
从根本上讲,中介层测试覆盖率需要测试金属互连和 TSV。但由于无法直接探测微凸块,因此并非每个 TSV 和金属互连都会通过测试焊盘进行测试。由于通过测试焊盘的访问受限,有源芯片必须依靠基于 DFT 的测试方法来实现高测试覆盖率。这种方法对于无源中介层来说是行不通的。
因此,测试焊盘的面积限制以及大量的 TSV 和芯片间/芯片内网络直接导致了无法对所有芯片进行测试。
在 2013 年的 ITC 论文中,台积电工程师描述了他们的测试方法,以确保在这些限制条件下“非常好的芯片”能够正常工作。首先,他们指出,电源/接地信号要么是使用 TSV 的单个微凸块到 C4(T2),要么是使用 TSV 的多个微凸块到 C4(T3)。其余的微凸块由芯片间和芯片内互连(T1)组成。为了完成测试解决方案,选定的网络和 TSV 连接到测试焊盘。他们指出,具有相同信号的 T2 和 T3 连接可以共享一个测试焊盘。但是,T1 连接只允许单个微凸块连接到单个测试焊盘。
“对于互连测试,我们使用虚拟金属(额外金属)将待测网络的微凸块对连接到常见微凸块/TSV 结构中心附近的探针焊盘,”作者写道。“由于添加的虚拟金属会增加信号负载并降低其性能,因此尽量缩短添加的虚拟金属的长度非常重要。寻找最佳微凸块和探针焊盘对以尽量减少总添加线路长度是另一个问题。”
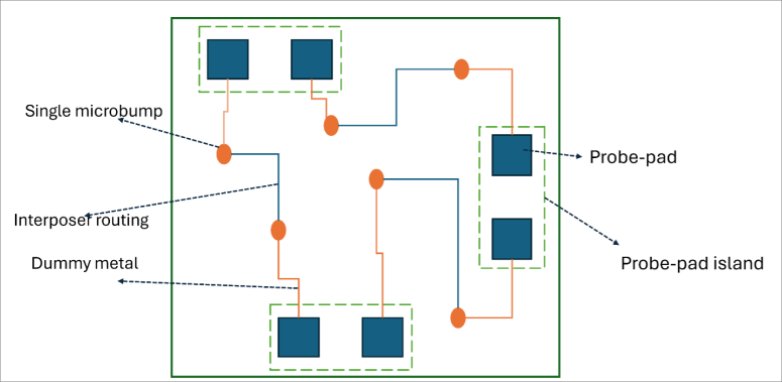
图 4:台积电与测试焊盘的连接。来源:A. Meixner,半导体工程
选择用于此测试策略的互连网络需要平衡测试焊盘的可用性、虚拟网络导致的潜在性能下降以及互连对最终产量的影响。在 2013 年的 ECTC 论文 [3] 中,台积电工程师描述了用于选择网络的算法。“拥有一个好的方法来帮助设计人员决定探针焊盘对的利用率,同时保持引入的延迟较小,这一点非常重要。因此,我们将这个问题表述如下:探针焊盘对和网络分配:给定一组放置在不同岛上的探针焊盘、一组目标测试网络,并且每个网络都有连接的微凸块,确定探针焊盘和微凸块之间连接的分配,以使引入的总延迟最小化。”
为了确定探针焊盘和微凸块的分配,工程师们采用了两种算法。第一种算法是基于优先级的探针焊盘对和网络分配 (PPNA),它按关键性顺序考虑网络并基于网络长度。但是,这种方法有两个缺点。首先,确定顺序的距离测量被证明是不够的。其次,分配不能考虑整个问题——特别是测试焊盘数量有限——这可能会导致次优解决方案。因此,他们使用了第二种算法,该算法使用同时分配算法和最小成本最大流公式。所提出的基于最大流的算法 (MFPNA) 解决了测试焊盘使用和网络关键性之间的相互作用。
RDL和微凸块的检测
计量和检测提供中介层筛选,这至关重要,因为中介层内的所有网络的测试覆盖不完整,并且没有微凸块质量覆盖。要自信地做到这一点,需要在整个中介层制造过程中使用计量和检测进行全面覆盖。有机和无机中介层还需要对 RDL 互连和层、微凸块以及无机中介层的 TSV 进行质量检查。
中介层 RDL 检查可查找桥接、开路和其他缺陷。计量技术可在光刻胶显影和铜沉积后监测线宽、间距和深度。
Onto 公司的 Pau 指出:“除了检查之外,在构建中介层时,他们还需要执行许多不同的计量步骤,包括线宽和间距。但他们还监测厚度和高度。厚度对于光刻胶或介电涂层来说很重要。工程师希望确保涂层均匀,而这需要不同的计量方法。”
有机和无机中介层之间的差异会影响所使用的方法。“无机中介层和有机中介层的线和空间分辨率有很大不同,”Pau 说。“由于无机中介层的特征尺寸较小,因此检查要求比有机中介层更严格。此外,它们使用不同的材料。噪声源不同,取决于您是通过聚酰胺还是无机氧化物层查看。这导致噪声控制的差异。”
其他人也同意材料特性会影响测量,并且他们指出形状因素的差异又增加了另一组挑战。
布鲁克高级产品线经理 Soham Dey 表示:“使用硅中介层可以更轻松地进行计量,可以使用平整度高、翘曲度低的标准 300 毫米晶圆。硅表面提供了清晰的参考平面,可以从中得出 TSV 的深度,精度可达几十纳米。有机中介层(如 ABF 或 BT)通常基于 600 x 600mm² 的面板,翘曲度可达几毫米。面板处理和平整会带来挑战,既与光学物镜的碰撞有关,也与吞吐量有关。前者由白光干涉 (WLI) 原理解决,可使用长工作距离物镜(4 到 5 毫米)同时保持纳米级垂直精度。后者我们通过外部调焦装置解决,可实现快速自动对焦。最后,由于反射率和对比度较差,用光学技术测量有机中介层表面更具挑战性,而 WLI 可以通过高信噪比条纹缓解这一问题。”
测量微凸块高度最终可以评估一组中介层的共面性,无论它们是在面板上还是在晶圆上。需要测量最终凸块高度。令人惊讶的是,对于故障检测和工艺控制工程师来说,在微凸块加工过程中测量薄膜。
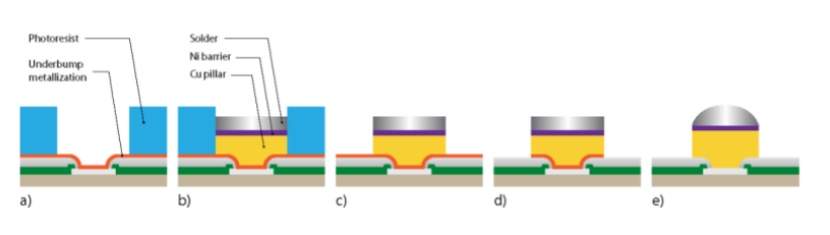 图 5. 加工过程中的微凸块特性。来源:Nordson Test & Inspection
图 5. 加工过程中的微凸块特性。来源:Nordson Test & Inspection
“起初我并没有意识到测量这些薄膜对客户来说有多重要,” Nordson Test & Inspection的计算机视觉工程经理 John Hoffman 说道。“他们希望在继续制造过程之前测量这些薄膜,因为这决定了铜柱的大小。他们希望尽早发现故障。他们希望现场测量薄膜高度,即在过程的中间。你试图测量具有这些特性的薄膜。但由于周围的结构,它不像典型的薄膜测量。”
这些类型的测量受材料反射特性和纵横比的影响。
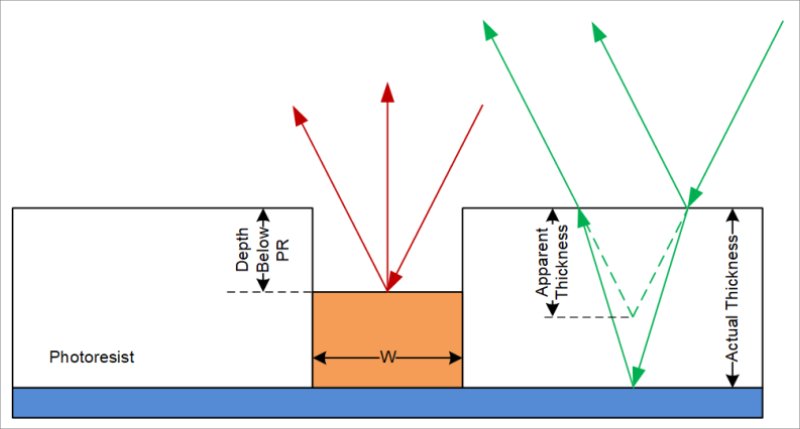
图 6:测量铜柱加工中间的薄膜。来源:Nordson Test & Inspection
随着特征尺寸的缩小,每一种计量和检测技术都面临着必须适应的问题。具体来说,横向和纵向尺寸的缩小引发了两个挑战。第一个挑战涉及对亚微米横向分辨率和纳米纵向分辨率的需求。然后是纵横比不断增加的问题,这会阻止光从 TSV 和 RDL 结构底部反射。
“白光干涉 (WLI) 轮廓仪通过对相机每个像素进行独立垂直位置计算以及干涉算法的纳米垂直分辨率来帮助解决这些挑战,”布鲁克的 Dey 说道。“它还能够通过来自长工作距离物镜的准直光束测量高达 20:1 的纵横比。例如,在 WLI 的情况下,可以成功测量具有 2µm 开口和高达 40µm 的最新 TSV。视野内所有 TSV 的深度都在一次垂直扫描中记录下来,从而可以实现高速筛选,而无需建模障碍。”
其他计量和检测提供商注意到这些挑战,因为它们与微凸块形成有关。
Onto 公司的 Pau 表示:“随着凸起和节距从较大变为较小,会出现两方面的差异。首先,凸起越来越小。为了满足分辨率,您需要考虑,您的工具是否足够灵敏,能够看到小凸起?信号是否足够强,能够获得足够高的信噪比来看到凸起?另一方面,凸起比以前多得多,因此您需要收集和处理更多的数据。”
对于光学检测,相机有一个固定的像素阵列。“我们面临的最大挑战就是跟上节点尺寸的缩小,”Nordson 的 Hoffman 说道。“如果你有微米级的特征,我们需要很多像素才能对 3D 或 2D 进行良好的检测。我正在进行光学检测,我的相机有一个 5,000 x 5,000 像素阵列。如果节点尺寸减半,这意味着我的检测尺寸缩小了四倍,这自然会使我的检测时间增加四倍。”
“影响光学测量的不仅仅是像素大小,”他说。“在相位轮廓测量法中,我们使用一个向下照射的投影仪,然后用相机观察结构光图案。如果像素尺寸太小,测量结果就会开始重叠,这是物理限制。你必须考虑进行测量的其他方法。从每个特征 12 微米到 7 微米,像素数量基本上翻倍了。现在我还没有达到你想要的速度。但我们获得很多性能的方式是通过定制光学元件。我们制造特殊的光学元件来实现这些测量。随着这种变化速度的加快,你每年都要重新设计光学元件。”
结论
作为先进封装产品中成本最低的组件,有缺陷的中介层会产生高昂的成本。有效筛选有机和无机中介层很大程度上取决于计量和检测,因为电气测试的覆盖范围有限,而且它是筛选微凸块质量的唯一方法。最后,计量步骤为工程师提供了工艺控制所需的重要数据。
本文转自媒体报道或网络平台,系作者个人立场或观点。我方转载仅为分享,不代表我方赞成或认同。若来源标注错误或侵犯了您的合法权益,请及时联系客服,我们作为中立的平台服务者将及时更正、删除或依法处理。




联系电话:
010-61853490
新闻投稿:
server@icviews.cn
商务合作:
business@icviews.cn
问题反馈:
19800315212(微信同号)


半导纵横公众号

半导纵横小程序